
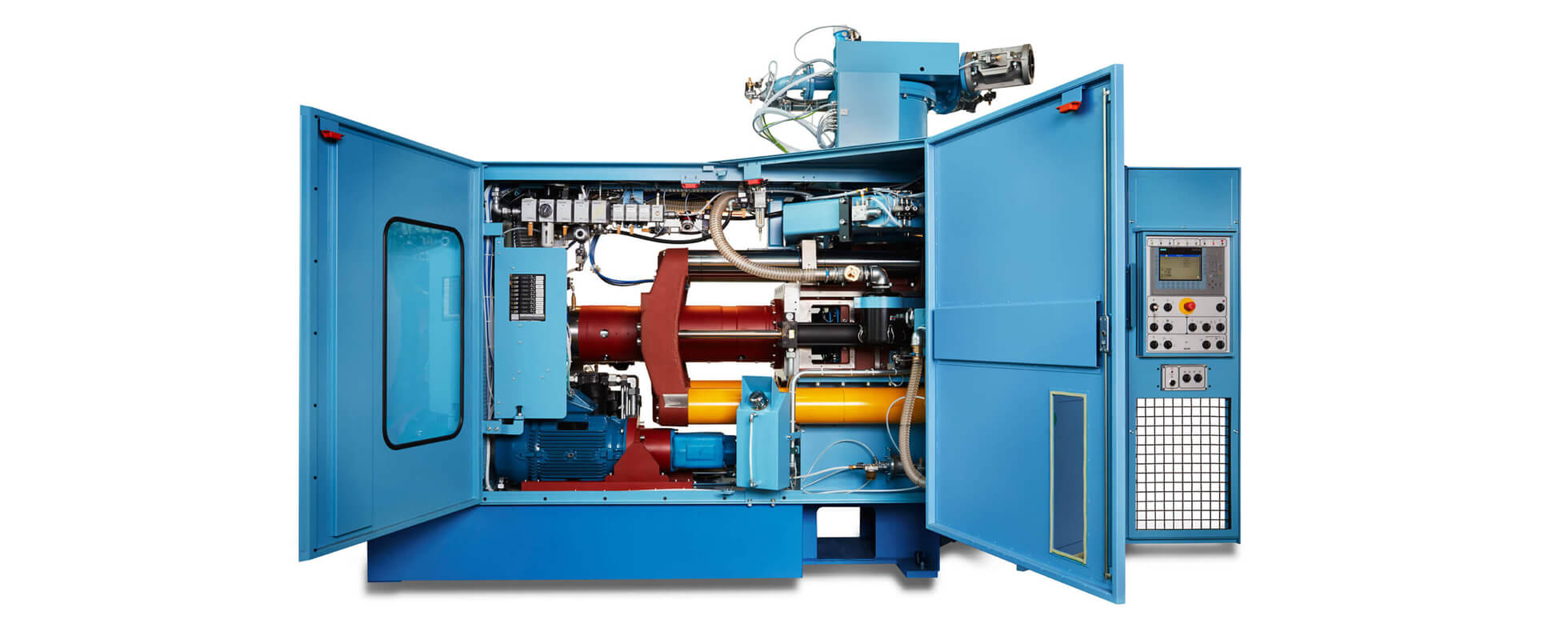
DISAMATIC D1 是一款具有强大功能和精度的紧凑型垂直造型机,可以提高产量和质量,从而为小型铸造厂和生产小批量铸件的铸造厂提高竞争优势。
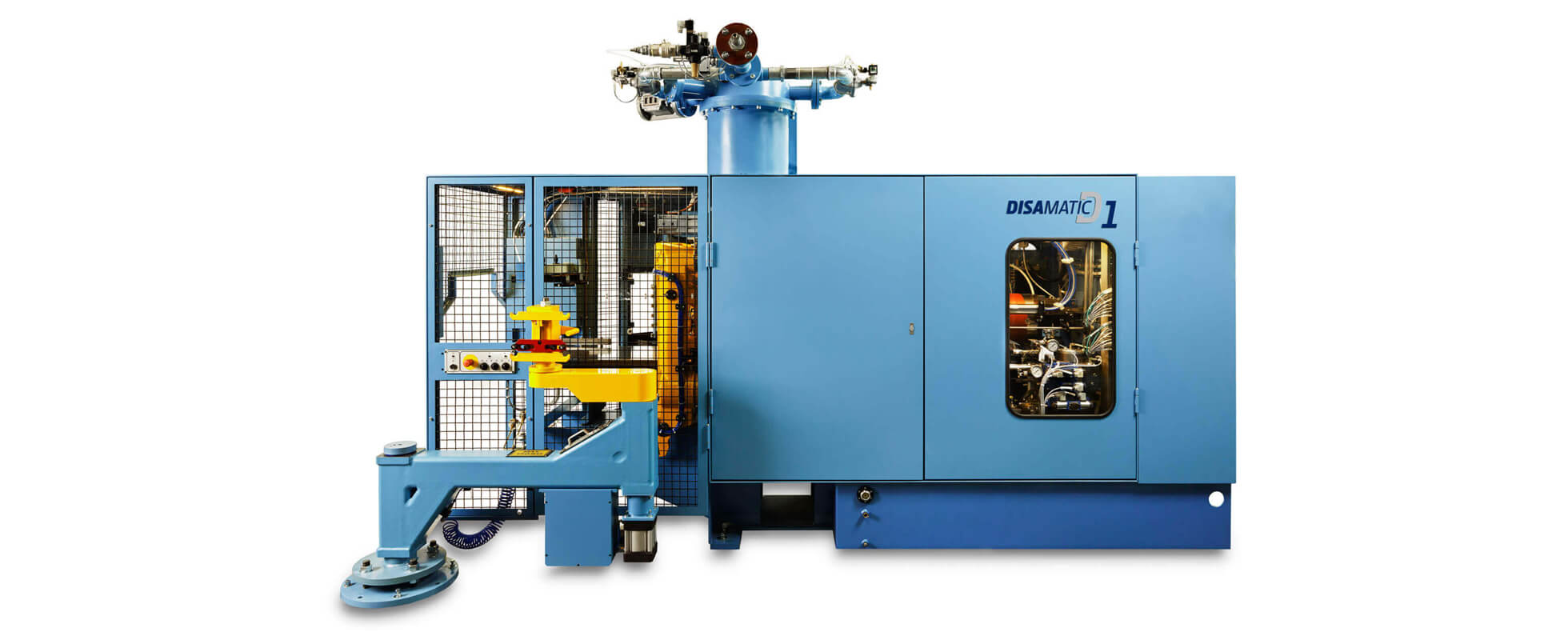
DISAMATIC D1
DISAMATIC D1, 潮模砂垂直造型解决方案

造型:
301 - 350铸型/小时
优点
生产优质铸件,速度高达每小时 315 个不下芯铸型
实现出色精度,只需进行很少的加工和修整
单个铸造成本较低,投资回报时间短
迪砂全球服务提供世界级服务和支持
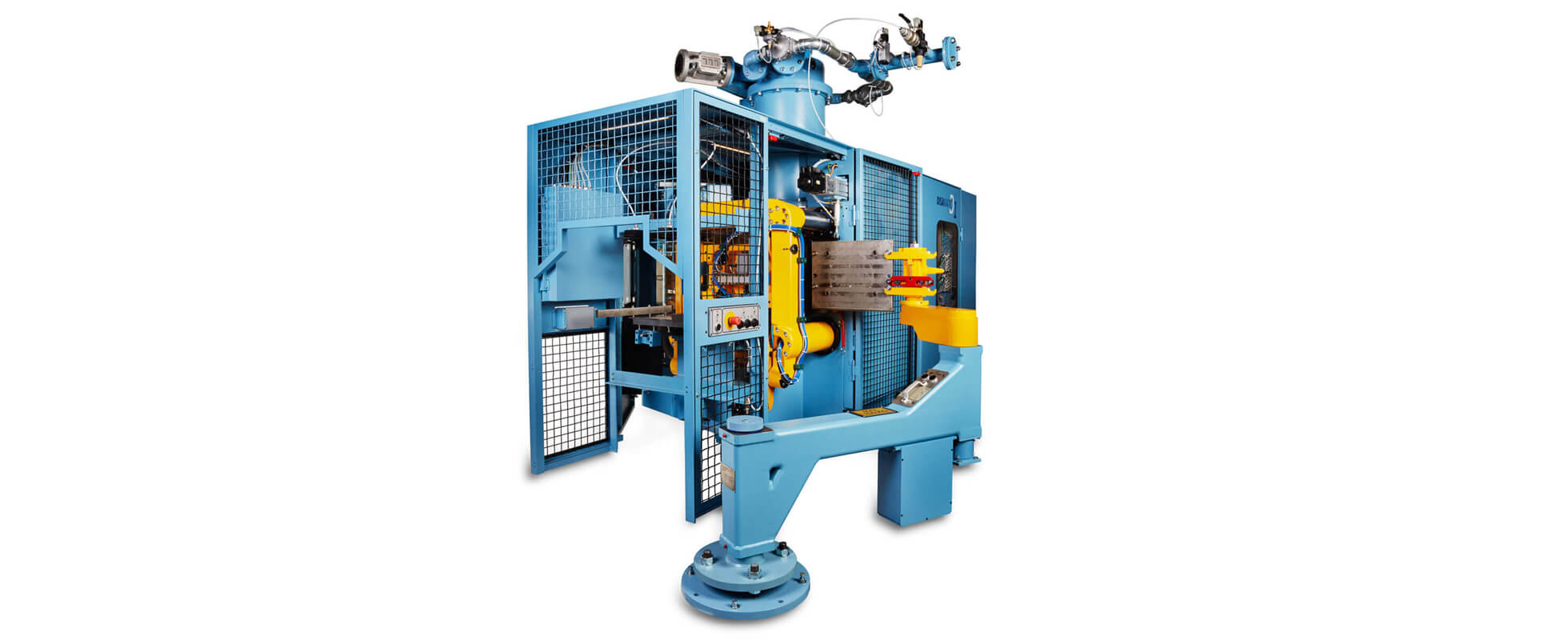
外形小巧,功能强大
- 一种潮模砂垂直造型解决方案,占地面积小,有两种版本可供选择:高产量版本和标准版本。
- DISAMATIC D1 是高速、高质量生产小型铁、铝和铜铸件的理想选择,灵活的生产,非常适合运行短期系列铸件的小批量铸件生产的中小型铸造厂。
- 先进的控制系统和操作界面,可确保高水平的自动化和较低的操作人员要求。
- 它提供高精度铸型,可实现小于 0.2 毫米的与设备相关的错箱量。
- 两种设备版本都提供 400 毫米 x 500 毫米的铸型尺寸,铸型厚度为 100-315 毫米。标准版每小时可生产多达 205 个不下芯铸型和 185 个下芯铸型,而高产量版每小时可生产多达 315 个不下芯铸型和 285 个下芯铸型。
高回报的支持服务
迪砂提供对 DISAMATIC D1 的全球支持,始终帮助铸造厂尽可能提升铸造性能,这要归功于:
- 原装备件的快速交付
- 从距您较近的办事处提供现场技术支持
- 全天候支持热线
- DISA TOPS,迪砂的专属客户检查、维修和维护计划
- 按客户需求提供应用和培训专家服务
达到增长目标
对于所有铸造厂而言,增长意味着生产更多产品、更高效地生产或者开发出更高价值的产品。小型铸造厂或生产小型铸件的铸造厂可以通过投资高性能垂直造型技术来实现所有这三个增长目标,包括投资最紧凑的 DISAMATIC D1。
DISAMATIC D1 最初作为 DISAMATIC 2110 推出,在过去 30 年中不断发展,从全球现有的 150 多台设备的安装基础中汲取了大量经验。如今,它已经成为我们旗舰“D”系列(高端垂直造型设备)的一部分,帮助世界各地的铸造厂实现出众的铸件性能和质量。
高回报的可持续性
- DISAMATIC D1 旨在提供可持续性的性能。它营造了一个更安全、可持续性更高的工作环境。
- DISAMATIC D1 采用环保材料和安全工艺制造而成,符合 ISO 14001 和 CE 认证要求。
重要的功能
提高了速度和产量
DISAMATIC D1 具有高造型速度和高效率的特点,让铸造厂可以尽可能提高每个班次的产量,从而实现更大的产量或更快速地交付工作。
最新版本配备了更快速、更可靠的自动下芯机 (CSE)。CSE 装置会自动将砂芯插入铸型中,实现高生产率、高精度铸造。
可选的快速型板更换装置 (QPC) 使型板更换变得更加简单快速,从而缩短了型板更换时间并尽可能降低出错风险。
改善了工作环境
DISAMATIC D1 是一种集成的紧凑型造型解决方案,旨在尽可能减少重复的人工任务,创造一个整洁、现代化的工作环境。
新的 QPC 装置等配件可为此解决方案提供支持,从而缓解操作员的疲劳,并提供更加精确一致的结果。
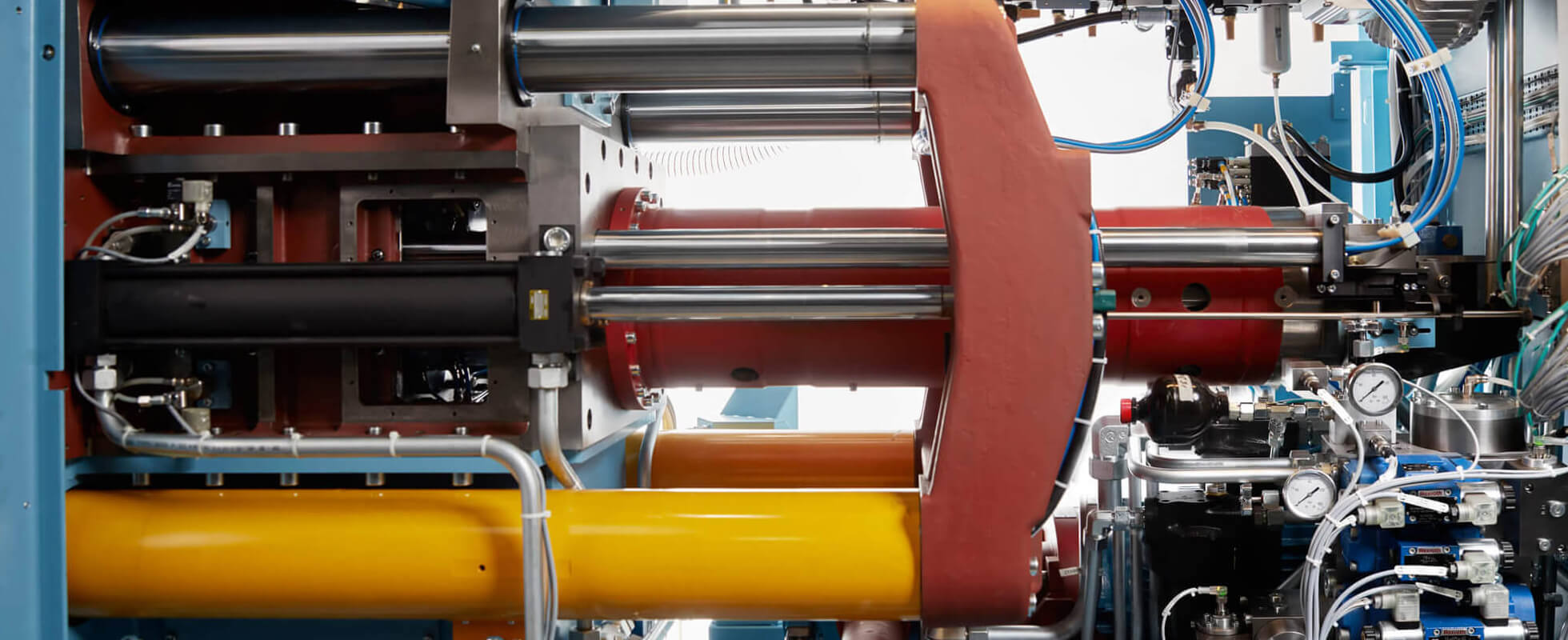
出色的可靠性
随着时间的推移,DISAMATIC D1 采用的坚固设计不断完善,能够通过相对较少的可动件来实现出色的可靠性。它具备世界一流的 PLC 系统,可优化增强型机械和液压系统的所有功能和动作。这意味着工厂可以实现更长的正常运行时间,并且造型线始终保持稳定。
完全同步的自动铸型输送机 (AMC) 和同步皮带输送机 (SBC) 可确保整个冷却线上的高精度铸型输送。
夹持板加固 (MSS) 配件通过恒定且可调节的压力,为 AMC 浇注区域中的砂型提供额外支撑。
直观和自动化操作
对控制和操作员界面进行更新后,可以实现超快速的故障排除和直观操作。设备运用了最新技术,(几乎)能够自行正常运作和维护。这包括自动诊断电气硬件以进行故障排除,以及根据预先输入的型板数据自动调整设备设置。
借助我们的新型 DISAMATIC D1 的性能增强功能,我们正在进一步提高产量、速度和质量,这将保持我们在市场优势竞争中的优势地位
Philippe BOISSON,Fonderie Boisson总裁
DISAMATIC D1
技术参数
技术参数
单击加号图标即可查看 DISAMATIC D1 技术数据
| 测量结果: | 公制单位 | 公制单位 | 美国 | 美国 |
| 铸型尺寸: | ||||
| 高度 |
400 | 毫米 |
15.7 | 英寸 |
| 宽度 |
500 | 毫米 |
19.7 | 英寸 |
| 厚度 |
100-315 | 毫米 |
3.9-12.4 | 英寸 |
| 错箱: |
0.2 | 毫米 |
0.008 | 英寸 |
| 低铸型产量: |
||||
| 不下芯 |
205 | 铸型/小时* |
205 | 铸型/小时* |
| 下芯 |
185 | 铸型/小时* |
185 | 铸型/小时* |
| 最长冷却时间 |
86 | 分钟* | 86 | 分钟* |
| 最大砂耗量 |
18 | 公吨/小时** |
20 | 吨/小时** |
| 功耗 |
67 | 千瓦 | 67 | 千瓦 |
| 连接负载 |
84 | 千伏安 | 84 | 千伏安 |
| 空气消耗量 |
3.2 | 标准立方米/分钟 |
113 | 标准立方英尺/分钟 |
| 高铸型产量: |
||||
| 不下芯 |
315 | 铸型/小时* |
315 | 铸型/小时* |
| 下芯 |
285 | 铸型/小时* |
285 | 铸型/小时* |
| 最长冷却时间 |
47 | 分钟* |
53 | 分钟* |
| 最大砂耗量 |
28 | 公吨/小时** |
29 | 吨/小时** |
| 功耗 |
67 | 千瓦 | 67 | 千瓦 |
| 连接负载 |
84 | 千伏安 | 84 | 千伏安 |
| 空气消耗量 |
4.3 | 标准立方米/分钟 |
152 | 标准立方英尺/分钟 |
| 最大输送机长度: |
50 | 米 | 164.1 | 英尺 |
| 耗水量 (DMS): |
||||
| 15 摄氏度入口温度 |
15 | 升/分钟 | 2 | 加仑/分钟 |
| 压力: | ||||
| 挤压压力 | 1.5-12.5 | 千克/平方厘米 | 30-185 | 磅/平方英寸 |
| 射砂压力 | 0-5.5 | 千克/平方厘米 | 0-81 | 磅/平方英寸 |
| 气动要求: | ||||
| 最低气压 | 5.5 | 巴 | 81 | 磅/平方英寸 |
| 液压流体 (DMS) | 550 | 升 | 145 | 加仑 |
| 设备尺寸 (DMM) | ||||
| 高度 | 2880 | 毫米 | 113.4 | 英寸 |
| 宽度 | 1700 | 毫米 | 66.9 | 英寸 |
| 长度 | 4140 | 毫米 | 163 | 英寸 |
| 净重 | 5.6 公吨 |
*采用 200 毫米(7.9 英寸)铸型厚度
**采用最大铸型厚度

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}